






- 028-61345926 / 18981711490
- ·成都市金牛区兴盛西路2号固特大厦


液压阀块的设计和加工
液压阀块的设计和加工
元件和系统要熟悉,元件不熟悉你不知道集成块上的元件油路的走向,系统不熟悉那你做出来的集成块不符合系统要求那更不行了,集成块尺寸由元件尺寸决定,内部管路由流量决定,管路间距一般留壁间距5mm就够了。
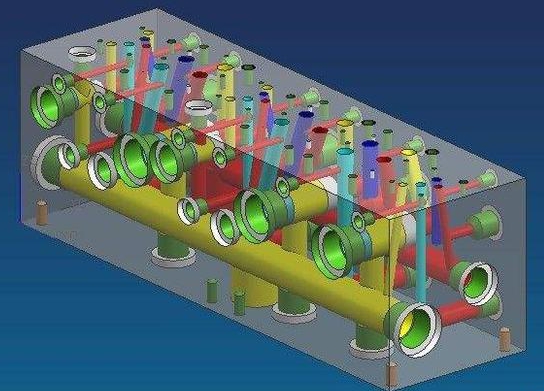
首先,弄清原理图,在集成块上确定集成那些元件。接下来就要选元件,既然是集成块,当然以插装阀和板式阀为主了,按元件样本合理布置油路结构,接口尺寸一定要正确。孔道之间要保留足够的厚度,避免油路打穿。可适当打斜孔和工艺通孔。当然,选择三维软件进行设计,可直观的检查和验证集成块设计是否合理。
设计阀块时大致分为以下几步:选材、加工与热处理、去毛刺与清洗、表面防锈处理、试验。
1、选材
不同的材料决定了不同的压力等级,首先根据使用压力进行合理选材,一般来说遵循以下原则:
P<21MPa时,液压阀块可以选用铝合金锻件、45钢板料。
P≥21MPa时,液压阀块可以选用35号锻钢。锻打后正火回火处理后再机加(一般高压的阀块,往往探伤、机加工与热处理循环进行)。
2、阀块的设计与加工
设计阀块时阀块最初的厚度定为最大通径的5倍,然后根据具体设计逐步才缩小;设计通道时应合理布置孔道,尽量减少深孔、斜孔和工艺孔,先安排大流量通道,最后是先导油通道,各孔道之间的安全壁厚不得小于3~5mm,还应考虑钻头在允许范围内的偏斜,适当加大相邻孔道的间距;通道内液压油流速不能高于12m/s,回油通道要比是进油通道大20-40%;阀块进油口,工作口,控制口要加工测压口;各阀口要刻印标号;对于质量较大的阀块必须有起吊螺钉口,
阀块设计完成后进行加工,其加工工艺大致如下:
(1)加工前处理。加工阀块的材料需要保证内部组织致密,不得有夹层、沙眼等缺陷,加工前应对毛坯探伤。铸铁块和较大的钢材块在加工前应进行时效处理和预处理。
(2)下料。一般每边至少留2mm以上加工余量。
(3)铣外形。铣削阀块6面,每边留0.2-0.4mm粗磨量。
(4)粗磨。粗磨阀块6面,每边留0.05~0.08mm精磨量,保证每对对应面平行度小于0.03mm,两相邻面垂直度小于0.05mm。
(5)划线。有条件的可在数控钻床上直接用中心钻完成。
(6)钻孔。各孔表面精糙度为Ra12.5。
(7)精磨。磨削阀块6面,各表面磨至粗糙度Ra0.4um。
阀块加工时必须严格控制形位公差以满足使用要求,形位公差值参考如下:
阀块6个面相互之间的垂直度公差为0.05mm;相对面的平行度公差为O.03mm;
各面的平面度公差为O.02mm;螺纹与其贴合面之间垂直度公差0.05mm;所有孔与所在端面垂直度的允差为如0.05mm
3、去毛刺与清洗
为了保证液压系统的清洁度,阀块必须进行去毛刺。目前很多厂家仍然采用毛刷进行人工去毛刺,也有采用甲烷爆破法去毛刺的。阀块去毛刺完成后需通过内窥镜检验,以确保毛刺清理完毕。
最后对阀块进行清洗。清除附着在阀块表面的各种颗粒污染物、腐蚀物、油脂等。
4、表面防锈处理
为了确保阀块在使用中不会过早的生锈,必须进行防锈处理。阀块的内部油道可采用酸洗磷化,外表面防锈处理工艺主要有发蓝、镀镉、镀锌、镀镍等表面处理。
5、保压试验
根据设计要求对阀块进行保压试验。不同的系统工作压力,其阀块的安全系数不相同:
工作压力小于16MPa,试验压力为1.5倍
工作压力小于25MPa,试验压力为1.25倍
工作压力小于31MPa,试验压力为1.15倍
试验保压时间为5~10min,各密封面、各接头处不得有泄漏现象